Federated Co-operatives: Lean, green machine
Federated Co-operatives uses technologies that are environmentally and worker friendly in its Saskatoon warehouse.
Latest Material Handling News
Two voices of reason on pallet materials Pallet recycler and services company PLA appoints Steve Clark as CEO Cobot as key ingredient for palletizing efficiency CHEP appoints Xavier Garijo to newly created CEO Americas position Pallet company Kamps announces executive team changes More Shipping PalletsFederated Co-operatives Limited
Saskatoon, Saskatchewan
Size: 302,000 square feet plus a planned 165,000-square-foot addition
Products handled: Full range of food products, including dry groceries, tobacco products, produce, dairy cooler and frozen foods. Milk and meat are crossdocked.
Stock keeping units: 13,500+
Throughput: 1.4 million cases per month
Employees: 160 in operations
Shifts/Days: 2 shifts/7 days plus some third-shift activities
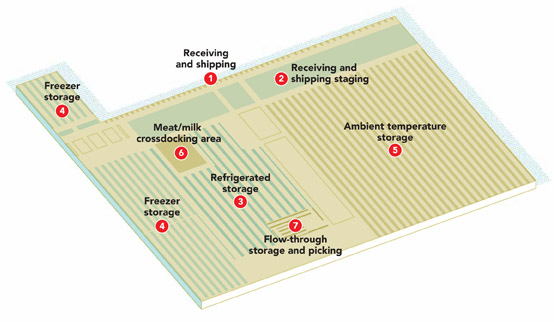
Receiving: The receiving process begins prior to the arrival of a trailer in the receiving and shipping area (1) when a vendor sends an advance ship notification (ASN) and books a delivery appointment. Once the trailer arrives, Federated manages a paperless receiving process. Palletized product is unloaded from the truck and scanned with handheld devices. With that information, the warehouse management system (WMS) creates a license plate bar code tag and pallets are staged in the receiving and shipping staging area (2) for putaway. Priority is given to product that is destined for the refrigerated (3) or freezer (4) storage areas.
Putaway: Although there is some floor storage in the Saskatoon facility, most product will be stored in pallet rack, regardless of whether the product is stored in refrigerated (3), freezer (4) or ambient temperature (5) areas. The lower levels of the racks are used for picking while the upper levels of the rack are used for reserve storage. The WMS first determines whether product should be stored in reserve storage on the upper levels or if there is an immediate need for that product in a pick module on the lower levels. In addition, the system manages storage locations based on expiration dates to ensure that product nearest its best-by dates are picked first. Using that criteria, the WMS directs the driver to an aisle or a segment within an aisle. The driver chooses the best available storage location and updates the WMS.
Crossdocking: Some products, especially meat and milk (6), are crossdocked directly to stores using a flow-through model. When product arrives that can be shipped directly to a store, it is put away into an available pick location in a dynamic storage and picking area in the flow-through area (7). Once all of the product has been putaway, the WMS drops orders for that merchandise and order selectors begin to fill those orders.
Picking: Whether product is stored in the flow-through area (7) or in the pick modules (3, 4, 5), the WMS sorts orders into assignments, prioritizes the sequence the orders will be picked based on a set of rules established by Federated, and begins to deliver them to the floor. Some order selectors use RF scanners but most pick using voice recognition technology. In most instances, order selectors pick full cases to pallets. However, tobacco, confectionary, and health and beauty products are picked by item to totes. In those instances, the WMS creates a license plate ID tag for a tote that is similar to a pallet tag. Order selectors are directed to pick items into a tote. Once the tote is full, it is closed and loaded onto a pallet. The order selector then begins picking to another tote.
Shipping: Once a pallet is picked, it is directed to the receiving and shipping staging area (2). From there, it will be loaded onto the next available trailer in the shipping area (1). In Saskatoon, Federated uses multiple temperature trailers. Frozen products are loaded first, followed by refrigerated products and finally dry groceries to close out the trailer.
System Suppliers
| Fans: | |
| HVLS Industrial Fan | |
| Case flow rack: | |
| RhinoTrac Carton Flow Roller System | |
| Span-Track Carton Flow | |
| Pallet rack: | |
| The Pallet Mole high density storage solution | |
| Pallet Flow Rack | |
| Lift trucks: | |
| The Right Lift Trucks For the Job | |
| A Complete Line of Lift Trucks | |
| Voice recognition: | |
| Voice-directed support for multiple workflows | |
| WMS: | |
| Warehouse Management Solutions | |
| Dock doors: | |
| Sectional Knockout Door for high wind load environments | |
| Dock equipment: | |
| Dock Levelers | |
| Wooden pallets: | |
| Industry standard 48x40 wood pallet | |
| For all the latest Materials Handling Products visit www.mhpn.com | |


Article Topics
Shipping Pallets News & Resources
Two voices of reason on pallet materials Pallet recycler and services company PLA appoints Steve Clark as CEO Cobot as key ingredient for palletizing efficiency CHEP appoints Xavier Garijo to newly created CEO Americas position Pallet company Kamps announces executive team changes PLA names Jenny Bedard as new CFO Moving pallets at Aurobindo More Shipping PalletsLatest in Materials Handling
Beckhoff USA opens new office in Austin, Texas Manhattan Associates selects TeamViewer as partner for warehouse vision picking ASME Foundation wins grant for technical workforce development The (Not So) Secret Weapons: How Key Cabinets and Asset Management Lockers Are Changing Supply Chain Operations MODEX C-Suite Interview with Harold Vanasse: The perfect blend of automation and sustainability Consultant and industry leader John M. Hill passes on at age 86 Registration open for Pack Expo International 2024 More Materials HandlingAbout the Author
Subscribe to Materials Handling Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
April 2024 Modern Materials Handling

Latest Resources









