Inside look at order fulfillment: Luxottica
Luxottica’s Georgia logistics hub optimizes the fulfillment of eyewear, including prescription glasses,apparel and accessories in a three-level warehouse.


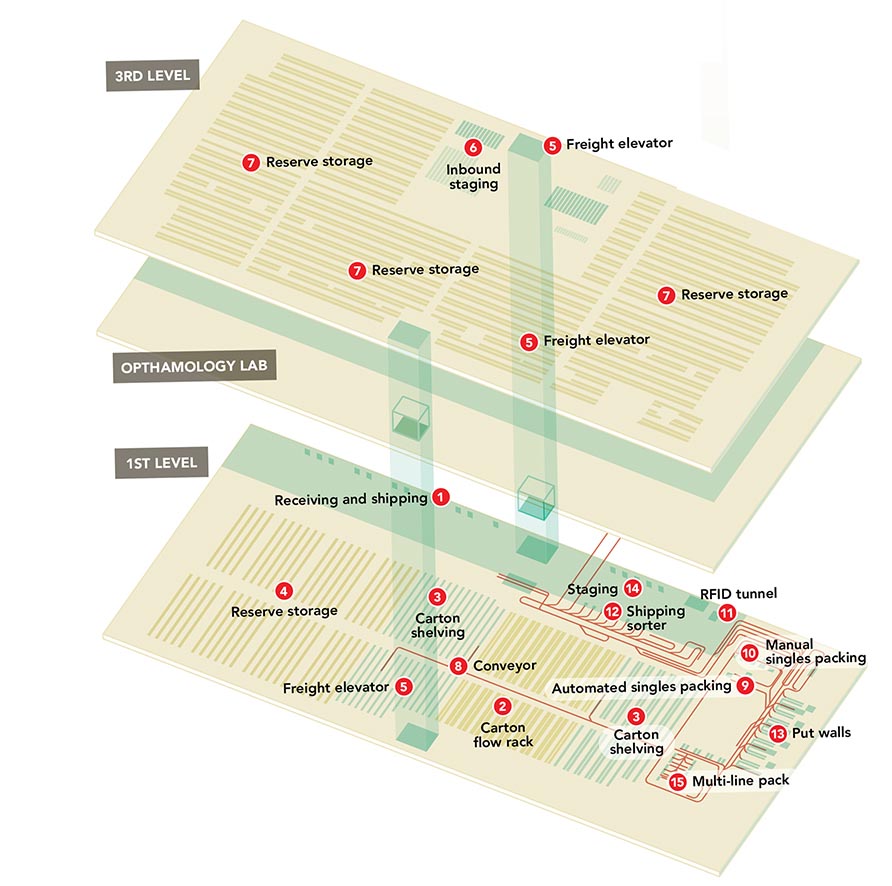
Luxottica’s Georgia distribution center is the logistics hub for distribution and manufacturing in North America. The three-level building uses conveyor, sortation, pick-to-cart and put walls for order consolidation to offer one face to the customer and speed up throughput.
Click here to read the feature article on the fulfillment processes at Luxotica
First Level - receiving and putaway: Product is received (1) from global manufacturing facilities in Italy and China and the Oakley brand’s facility in California; 3PL partners; and from Luxottica’s returns processing facility on the McDonough, Ga., campus. Once palletized, product is staged (14), associates scan individual cartons and the warehouse management system (WMS) determines a storage location in one of the putaway zones (2, 3, 4), with a premium on replenishing a pick zone. The facility has different types of storage media, including different sizes of carton flow rack; pallet rack for fast-moving products; and shelving for reserve stock. Cartons are loaded onto carts by putaway zone. Associates scan the individual cartons into the right storage location. The product is now available to promise.
Third Level - receiving and putaway: Apparel is stored and processed on the third floor. Most product arrives at the first floor docks loaded in containers. Associates build pallets for storage and then, depending on their weight, pallets are transported to the third floor on a high-speed freight elevator that makes the trip in 20 seconds or, in one of two elevators for heavy loads (5). On the third floor (6), product is manually scanned in low bay zones that reach up to 6 feet, or use equipment to reach high bay zones (7).
Replenishment
Associates are system directed to move cartons from a shelf storage location in the reserve stock area to one of the active pick locations.
Picking
There are multiple picking methodologies in the facility.
Batch pick
Associates are system directed to a pick location. Once there, they pick items to one of three totes on a cart. The process is repeated until all three totes are picked complete, and are then inducted onto the conveyor system (8). From there, they are diverted to a packing area for either single- (9) or multi-line orders (15).
Single line orders are diverted to a single line packing area, which includes automated (9) and manual packing (10). In the automated packing area, an associate scans a tote and then scans one of the items in that tote. That unit is placed on a metal tray that moves through the pack area. First, an automated case erector matches the product with the correct box. The product is placed in a metal tray, a bar coded license plate number (LPN) is automatically applied to the box and shipping documents are printed, folded and dropped into the box. Once the product is in the box, the system closes the box, weighs it, automatically prints and applies the shipping label, and pushes it onto a takeaway conveyor. Products that require an RFID chip to prevent counterfeiting are sent to an RFID tunnel (11) where the chip is encoded. Otherwise, the carton is diverted to the shipping sorter (12).
The single line manual process is used for accessories, as a backup to the automated solution when there is a spike in order volume; for international shipments that require additional paperwork; and for items that get premium value-added packaging as part of the customer experience. The associate packs the item and weighs the shipping carton at the pack station, and then pushes it onto the takeaway conveyor to the shipping sorter.
Multiple line orders of from two to 40 units are sent down an incline conveyor to one of seven different put walls (13). The associate scans a unit and is directed by lights to a cubby location. Once all the items in a tote have been placed into a cubby, the tote is pushed to a staging area (14) where it’s picked up by a tugger system.
Packing takes place on the other side of the put wall. Lights notify the packer when an order is ready. The system selects one of five box sizes. The associate picks the box from an overhead location and applies an LPN to the side of the shipping carton. After it’s packed, the carton is sent to an overhead dunnage system where fill is added. From there, the carton is automatically closed and sealed; weighed; and then labeled. Orders that require an RFID chip are sent to an RFID tunnel. Otherwise, the carton goes to the shipping sorter.
Pick-to-carton
In a pick-to-carton order, an associate is still picking to a cart, but each carton on the cart has an LPN, assigning it to an order. As in batch pick, the system assigns a task to an associate using their scanning gun. When the associate scans an item at the pick location, the system directs the pick to a specific carton. When a carton is picked complete, it is sent to the pack station, where an associate verifies the quantity; closes the carton; and sends it to the shipping sorter.
System suppliers
- System Design and Integration, Automated Packaging Line: enVista
- WCS: HCM Systems
- WMS and ERP: SAP
- Conveyor and Sortation: Hytrol (HCM Systems)
- Put Walls: Lightning Pick
- Rack and Shelving: Elite Storage Systems
- Automated Singles Packing Line: Veritiv
- Automatic Case Sealer: MarQ
- Tray Former/ Auto Case Sealer: Switchback
- Print & Apply: Panther & ID Technologies
- Automatic Print/ Fold Shipping Documents: Baumfolder/Konica Minolta
- RFID: ID Solutions
- High-Speed Freight Elevator: Verticon
- Freight Elevator: Schindler
- Bar Code Scanning: Cognex (fixed)
- RF Devices: Psion/Zebra
- Lift Trucks: Crown / Big Joe

Article Topics
Conveyors & Sortation News & Resources
Problem Solved: How a Fulfillment Center Got Back on Track Trew showcases high-throughput modular sortation TrewSort line sorter Coesia acquires AMC, LLC Power Transmission: From horseback to rocket ship Henry Puhl to become the new CEO of TGW Logistics Regal Rexnord to sell its Industrial Motors & Generators businesses to WEG Analyst study: parcel sortation market to top $4 billion by 2030 More Conveyors & SortationLatest in Materials Handling
Beckhoff USA opens new office in Austin, Texas Manhattan Associates selects TeamViewer as partner for warehouse vision picking ASME Foundation wins grant for technical workforce development The (Not So) Secret Weapons: How Key Cabinets and Asset Management Lockers Are Changing Supply Chain Operations MODEX C-Suite Interview with Harold Vanasse: The perfect blend of automation and sustainability Consultant and industry leader John M. Hill passes on at age 86 Registration open for Pack Expo International 2024 More Materials HandlingAbout the Author
Subscribe to Materials Handling Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
April 2024 Modern Materials Handling

Latest Resources









