New Cold’s Distribution Center: Automation wherever possible
Automatic trailer unloading and automated storage come together to handle 3,500 pallets per day in and out of NewCold’s new distribution center.


Burley, Idaho
Square Footage: 180,00 square feet footprint, with AS/RS storage reaching to 140 feet high
Products Handled: Frozen food SKUs: 2,000 SKUs
Throughput: Facility was designed to handle 3,500 pallets per day in and out.
People/Shifts: 100 employees. Facility operates 24/7.
NewCold’s 190,000-square-foot distribution center in Burley, Idaho, makes the most of automation to reduce handling. But some of the most important gains come from tight integration with its customer’s manufacturing facility.
You can read the full editorial feature article on NewCold’s distribution center here.
Receiving
The receiving process involves more than just unloading trucks. Processes were designed to integrate with the production coming off the line at McCain Foods’ nearby processing plant, eliminating the need for finished goods storage. Trucks shuttle back and forth between the processing plant and the NewCold distribution center on a constant basis. Trailers, the plant and the freezer DC are equipped with chain driven truck loading and unloading conveyor systems. Finished pallets are staged at the processing plant and then automatically loaded once a truck is docked, connected to power and the driver initiates the process. Those pallets are automatically unloaded when the truck arrives at the docks (1) at the distribution center. From there, they are conveyed to an identification point, where the label is scanned and the pallet is weighed. That information is compared against the master data. If the information matches, the pallet is conveyed to the high-bay warehouse (2) where stacker cranes raise it to the right level for storage. Pallets are then transferred to a shuttle for delivery to the right storage location. That inventory is now available to promise.
The facility also operates conventional receiving processes for product that is received from other locations. In those instances, a lift truck operator unloads the pallet to the facility conveyor system, which transports it to the weigh and scanning station and then to the automated storage and retrieval system (AS/RS).
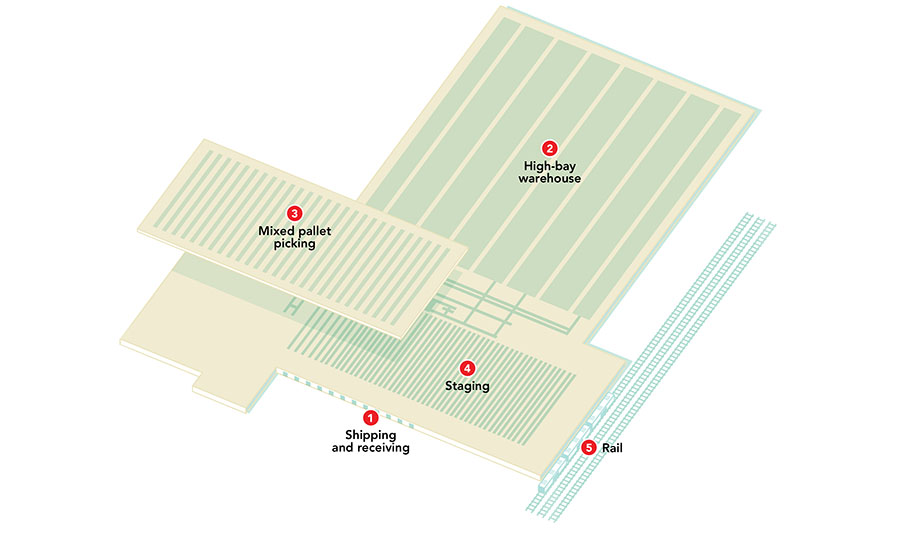
Mixed pallets and pick module replenishment
Mixed pallets are built in a pick module (3) using a conventional pick-to-pallet from a pallet storage location process. Order selectors receive instructions on their bar code scanner and scan locations and cartons to confirm a pick. What differentiates NewCold’s process is that the pick module is automatically replenished. When a new pallet is needed, it’s automatically retrieved from the AS/RS, delivered to the right level by elevator and then conveyed to the pick area. Pallets are automatically put away into storage. Once a mixed pallet has been stretch-wrapped, it’s sent to the AS/RS (2) for storage until it is staged at the dock for pickup.
Order fulfillment
Orders for shipping are received in the Burley facility and the transportation company with electronic data interchange (EDI). The transportation company books a pickup time in NewCold’s system. As the pickup time approaches, the full and mixed pallets required to fill the order are automatically retrieved from the system and conveyed to a staging lane (4) in the order they will be loaded onto the trailer for delivery at the docks (1).
In addition to truck trailers, the facility also handles rail car shipments (5). Pallets are pre-staged for rail cars, but both loading and unloading are handled by lift trucks.
System suppliers
- System Design, Warehouse Control & PLC Software & Integration: NewCold
- WMS: Davanti (owned by NewCold)
- AS/RS Stacker Cranes: MIAS Group
- AS/RS Racking: SSI Schaefer
- Conveyor & Pallet Exchanger: TGW Logistics Group
- Automatic Truck Unloading: Ancra
- Mobile Computing & Bar Code Scanning: Zebra Technologies
- Lift Trucks: Crown
Featured Automation Products:
 AcopoStrak intelligent track systems
AcopoStrak intelligent track systems
Automation system maximizes packaging machine capabilities.
 BrainOS Autonomous Navigation Software Platform
BrainOS Autonomous Navigation Software Platform
Autonomous navigation software directs powered stock cart.
 STOREPICK warehouse solution
STOREPICK warehouse solution
Store-friendly deliveries and a redundant design.
 Mobilized Storage Racking Systems
Mobilized Storage Racking Systems
Save space, improve efficiency in coolers and freezers.
 Perfect Pick goods-to-person automation system
Perfect Pick goods-to-person automation system
Automated system streamlines picking processes.
 Rotomat vertical carousel
Rotomat vertical carousel
Vertical carousel systems unveiled.

Article Topics
Automation News & Resources
Walmart chooses Swisslog AS/RS and software for third milk processing facility Lucas Watson appointed CSO for Körber’s Parcel Logistics business in North America 60 Seconds with Bob Trebilcock, outgoing executive editor, Modern Materials Handling Kathleen Phelps to join FORTNA as chief financial officer Coles automates grocery distribution in Australia 2024 Intralogistics Robotics Survey: Robot demand surges Warehouse automation extends life of cheese DC by a decade More AutomationLatest in Materials Handling
Registration open for Pack Expo International 2024 Walmart chooses Swisslog AS/RS and software for third milk processing facility NetLogistik partners with Vuzix subsidiary Moviynt to offer mobility solutions for warehouses Materials Handling Robotics: The new world of heterogeneous robotic integration BSLBATT is looking for new distributors and resellers worldwide Lucas Watson appointed CSO for Körber’s Parcel Logistics business in North America Hyster recognizes Dealers of Distinction for 2023 More Materials HandlingAbout the Author
Subscribe to Materials Handling Magazine

Find out what the world's most innovative companies are doing to improve productivity in their plants and distribution centers.
Start your FREE subscription today.
April 2024 Modern Materials Handling

Latest Resources









